
Adhesivos y Materiales
Adhesivos:
En general las colas se caracterizan por varios factores diferenciales entre ellas:
- Viscosidad: pueden ser más o menos fluidas, esto es debido a la cantidad de resina y de disolvente o agua que contenga la cola. Por ejemplo una cola al disolvente tiene 30% de resina 70% de disolvente, sin embargo, una cola al agua, contiene un 80% de resina y un 20% de agua. Dentro de las colas al disolvente, la densidad de la cola es debida a la proporción de resina y disolvente que tenga la formulación. Por ejemplo, una cola con un indice alto de resina, será más densa por contener más resina y menos disolvente.
- Tiempo de abierto: El tiempo de abierto de una cola hace referencia al tiempo en el que se debe proceder al pegado. En colas poliuretanicas como es el caso de la Iso-Pol el tiempo de abierto es 5 minutos. Es decir, una vez aplicada la cola a los materiales debemos dejar secar 30 minutos la cola, y a partir de ahí, tenemos 5 minutos para proceder al pegado.
- Tack: El Tack, es la fuerza que la cola coge en un momento determinado. Por ello podemos calificar las colas por su tack inicial. Una cola con un Tack inical bajo, nos va a permitir mover el la suela al pegarla en el calzado, como el tack es bajo tenemos un margen de maniobra amplio para encajar la suela, incluso despegar y volver a pegar si fuese necesario. Sin embargo un tack inical alto, no nos permite ese tipo de ajuste o margen. ¿Cual es el Tack ideal para una Cola? El Tack ideal va a depender de el tipo de calzado que vamos a fabricar o reparar, por ejemplo si vamos a montar a una bota una suela con perfil de casco, lo ideal es un Tack bajo o medio, pues tendremos esa movilidad hasta encontrar la posición exacta de la suela. Ahora bien, si lo que queremos es pegar por ejemplo una suela para pies de gatos, debemos usar una cola de Tack inicial alto, de lo contrario la tensión de la suela puede hacer que se despegue, pues con un Tack inicial bajo no tendría fuerza suficiente. Una vez pasado el Tack inicial (1 hora) y dejando reposar el pegado 24 horas, el Tack Final es el mismo.
- Por su reactivación: Hay colas que necesitan 80 grados para ser reactivadas para el pegado (Alta reactivación) y otras sin embargo tan solo 30 grados. Estas últimas se llaman colas de baja reactivación. La diferencia es básicamente el tipo de resina que contiene la cola. Cada resina reactiva a unos grados determinados, sin embargo para suelas siempre se recomienda las de alta reactivación.
- La Resina: La calidad de la resina es uno de los factores más influyentes en el pegado, la cola de poliuretano por ejemplo, es básicamente resina de poliuretano diluida en uno, o varios disolventes que ayudan a que penetre y seque bien en la superficie donde se aplica. Por ello lo ideal es trabajar con colas que solo estén formuladas con resinas de primera calidad como la (Croma 3), pues muchas de las resinas de segunda calidad merman mucho la fuerza del pegado.
Colas Poliuretano (Plásticas):
1º- Aplicar la cola a las dos superficies a unir.
2º- Dejar secar 30 minutos.
3º- Reactivar: este proceso consiste en proporcionar calor mediante unas resistencias o lámparas de infrarrojo o aire caliente a las dos superficies a las que se les ha aplicado la cola, de este modo la cola reblandece y adquiere pegajosidad. Una vez seca la cola se puede reactivar en cualquier momento.
4º- El tiempo de abierto de las colas plásticas son de 5 minutos una vez se han reactivado.
5º- Unir ambas superficies y prensar.
Colas de Contacto:
1º- Aplicar la cola a las dos superficies a unir.
2º- Dejar secar de 5 a 10 minutos.
3º- Realizar la unión de las dos superficies siempre dentro del tiempo abierto ( tiempo útil del adhesivo), o en su defecto existe la posibilidad de reactivar este tipo de adhesiones a una temperatura aproximada de 45ºC.
4º- El tiempo de abierto ideal de la cola de contacto es desde el minuto 15 hasta el 25, siendo un tiempo máximo de 10 minutos
5º- Unir ambas superficies y prensar.
Cola Cement:
El Cement es un caucho natural disuelto en disolventes orgánicos.
Su utilización es muy sencilla y rápida puesto que no es necesario ni reactivar ni esperar a que el disolvente evapore, únicamente se aplica el cement e inmediatamente se unen las dos superficies.
Aplicaciones: Se utiliza principalmente en aparado o guarnecido, para la unión del forro al corte entre otras.
Materiales para el calzado:
Este es uno de los puntos mas importantes, debido a la política de la muchas empresas en cuanto a abaratar costes, nos encontramos con varios tipos de materiales muy parecidos al caucho convencional que ya conocemos, pero con distintas propiedades. Es por ello que debemos saber que propiedades tiene cada material, para poder pegarlo con garantías, y para saber que diferencia hay entre estos materiales. A continuación repaso por encima los tres materiales que tenemos ahora mismo en área de la reparación de calzado sin extenderme mucho.
Caucho SBR: caucho, goma, cuerolite, crepelina, todos esto estos materiales son los mas conocidos, el proceso de fabricación del caucho es mediante moldes de presión con calor , es decir en el molde se pone una pieza de caucho y mediante presión y calor esta pieza coge forma. El caucho es un material con una alta estabilidad y muy poca abrasión por norma general, además es un material que si se fabrica con una serie de pautas es anti-deslizante.
Caucho NBR: El caucho NBR es aparentemente igual que el SBR pero con prestaciones muy superiores. Este tipo de caucho tiene mejor comportamiento en zonas húmedas y mojadas, mejor indice de abrasión y puede estar en contacto con aceites y disolventes sin perder las propiedades del mismo.
E.V.A: La E.V.A es un polímero plástico que se adhiere muy bien a muchos materiales. Por ello es muy utilizada en varias industrias a parte de la del calzado. Su principal propiedad es la expansión que ofrece, haciendo a los materiales ligeros y compactos.
TPR (TR): El TPR es un polímero termoplástico. El proceso de fabricación es distinto al caucho este tipo de material se inyecta en estado líquido mediante un inyector en el molde, una vez el molde esta al completo con este caucho líquido mediante calor se le da forma y dureza. El TPR es un material más barato de fabricar que el Caucho y el TPU, la abrasión por norma general también es más alta, es decir se desgasta antes, y es muy susceptible a las temperaturas y al paso del tiempo, empeorando sus propiedades. Actualmente el TR esta presente en muchas suelas de reparación de calzado.
TPU: El TPU es un Poliuretano mezclado con TPR. El sistema de fabricación es similar al del TPR, un molde cerrado y un inyector para inyectar material en estado líquido. El TPU es un material más caro que el TPR . El índice de abrasión del TPU es muy inferior al del TPR y al Caucho, es decir no tiene prácticamente desgaste, sin embargo es muy susceptible a cambios de temperatura y al paso del tiempo, empeorando de forma considerable sus cualidades. Actualmente el TPU esta presente en muchas suelas de reparación de calzado.
PU (Poliuretano): El PU es un polímero plástico . Se fabrica con moldes de inyección igual que el TPU y TPR. Las propiedades mecánicas del PU son muy versátiles pudiendo fabricar PU con diversas densidades. El PU sin embargo tiene un punto débil, la degradación, es un material que debido a agentes exteriores puede ser rápidamente degradado, descomponiendo la suela por completo.
PVC (Policlorudo de Vinilo): Se presenta como un material rígido que comienza a reblandecer alrededor de los 80 °C y se descompone sobre 340 °C. Es un polímero por adición y además una resina que resulta de la polimerización del cloruro de vinilo. Este tipo de material se utiliza para zonas de refuerzos en las suelas. Tiene un acabado como el plástico convencional y un tacto igual.
Tratamiento de la suela:
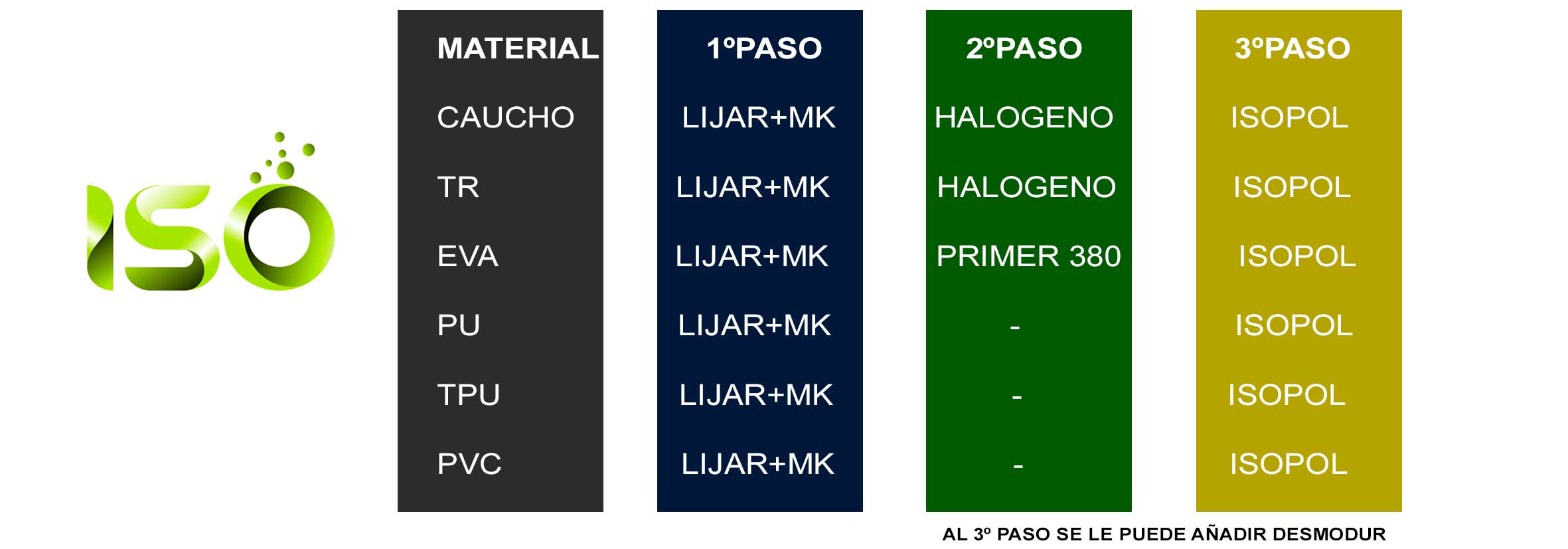
La suela hay que prepararla en 3 pasos para conseguir un pegado certificado por inescop o cualquier organismo que certifique este tipo de proceso. Dependiendo en que compuesto este fabricado la suela se aplica un producto u otro.
Preparado: El preparado va a depender del material a pegar. Por norma general el preparado es el lijado de la suela, pero en materiales como el TPU o el PVC hace falta un limpiador, o MK para que prepare la superficie.
Lavado: El lavado de la suela es un compuesto que se le aplica dependiendo el material para poder usar a posteriori la cola.
Pegado: El pegado se realiza con cola de Poliuretano (plástica)
Endurecedor o Vulcanizante: Los endurecedores (desmodur, eurodor, etc) son vulcanizantes que se añaden a la cola final para potenciar el pegado. Este producto se añade en proporción de un 3% por cada litro de cola y ofrece un pegado por vulcanización en vez por secado convencional.
A continuación presentamos el esquema de pegado que recomendamos para Reparación de calzado y Ortopedia, en Industria (Fabricación de calzado) ofrecemos un sistema de pegado más personalizado.
Proceso de pegado certificado:
Este sistema de pegado esta basado en la cola Iso-Pol, por ser una cola con una formulación muy concentrada en resina Croma 3 y unos disolventes muy rápidos y poco dañinos (COLA SIN TOLUENO). Gracias a la Iso-Pol podemos garantizar un pegado certificado de 48 meses y un esquema muy simplificado. Para un mejor funcionamiento es ideal aplicar desmodur a la Iso-Pol, de esta forma vamos a obtener el estado final de una formulación concentrada en Croma3.
Solo decir gracias por este esfuerzo que necesitamos y animo para seguir ayudando gracias
Gracias a ti Jose, cualquier información que necesites aquí estamos para ayudarte.
Buenos días quiero cancelar una compra que ice por error Ojalá me puedan alludar mi nombre es Jorge antonio Hernández
Magnifico estudio, lastima no haberlo conocido hace tiempo.
Excelente aporte me hace mucha falta este tipo de informacion gracias bendiciones
Gracias a usted por el interés.
Muy bueno y didáctico, lo ideal seria que den un curso presencial para así poder asimilar todo lo escrito, ahora que esta en el Facebook el foro del calzado, nos enteramos y podemos inscribirnos. Saludos a Curtidos Antón.
Buenos días Ricardo.
No descartamos un curso presencial para formación e información de procesos y materiales. Si nos decidimos lo pondremos en el foro del calzado y en este blog.
Un saludo
Muy bueno gracias. Me gustaría saber si tienen mas información sobre procesos de fabricacion de calzado.
Bueno días.
Por el momento lo que tenemos para la vista final de cliente lo tenemos en este blog, hay muchos proyectos abiertos que conforme se realicen los iremos subiendo. Y por supuesto como siempre estamos abiertos a proposiciones.
Un saludo
Muy buenas noches tengo una cantidad de botas de la suela en tpu y se están partiendo que se puede hacer es muy urgente gracias
Mi correo es albertoplazas@agenciawellco.com.
Hola Alberto, puedes ver las suelas que trabajamos nosotros en la categoría de suelas en nuestra tienda online.
Un saludo
quisiera saber el material de suela que comunmente denominan los zapateros como «piquemadera» a que correspode es un caucho o es un tpu o que es. Mucho le agradeceria su información.
Hola german
Puedes hacernos las consultas más técnicas en el apartado de contacto de nuestra web https://reparacion.antonfactory.com/contacts
hola buenas tardes, soy de argentina y me encantó todo lo q compartieron ,yo hago calzado artesanal ,fabricó todo yo desde el diseño moderIA aparador packaging todo pasa por mi,me encantó lo de las suelas de color para los stiletos ,lastima estamos tan lejos me encantaría usarla gracias por toda la información son unos genios Eva
Hola muy interesante todos los datos. Estoy muy necesitado de alguna fuente científica ,estudio o estadística que nos muestre el cuadro de cuánto es lo que dura la efectividad del pegamento en un calzado de lona tipo VANS estando en bodega antes de cristalizar y despegarse sin usar el zapato. De antemano le agradezco mucho.
Le pongo cemento de polierutano a las suelas zapatos y le aplico una secadora de pelo y lo pego in.exiatamente
Muy buena información, me gustaría saber con qué podría unir pieza de TPU con otra de E.V.A, y si me.podrian informar el nombre de algún producto.
Hola , gracias por sus aportes.
Me gustaría saber cuánto tiempo pegar con prensa materiales como PVC,cemento contacto y tr.
Me refiero a cuánto tiempo dejar el calzado apretado en la prensa.
Gracias por su pronta respuesta y muy útil el foro.
Donde se encuentran estoy en Guadalajara Jalisco
Me gustaría saber qué sirve para pegar cuero con poulioretano o nylon, requiero un pegado permanente y super fuerte
hola juan
para pegar cuero con pu, primero debes preparar la suela o pu, limpiando con carda rápido de pu luego de 20 minutos aplica primer pu luego de 15 minutos aplica adhesivo pu, para preparar el cuero se debe cardar con papel # 24 luego sacude muy bien, luego aplica abundante primer pu, luego de 15 minutos aplica el adhesivo pu, luego calienta entre 65 y 70 C% y puede proceder aser el ensamble de las dos superficies prensar a unas 80 libras de preccion
Felicitaciones son muy pedagogicos!!!!
Hola. Leyendo el artículo y viendo los artículos de la tienda, creo entender que para realizar un buen pegado entre una capa de goma Eva y otra de caucho? (vibram tank newflex) , debería aplicar primero una imprimación a la goma Eva y después cola Iso flex, o pol,(duda) poliuretánica a ambas capas, con el consiguiente proceso de secado y reactivado. Estoy en lo cierto, o se debe o puede hacer de otra manera? Gracias de antemano y enhorabuena por el artículo.
Investigando un poco más he visto que me ha faltado incluir el lijado a la goma Eva y la limpieza con el disolvente, por cierto este disolvente afectaría de alguna manera al color de la goma Eva? Gracias.
buenos dias quisiera saber si cuando pego el calzado debo usar el halogenante y el pegante de la misma marca, o eso me va a afectar en que mas adelante se despegue el calzado gracias
Holaa buenas tardes, quisiera saber qué tipo de pegamento se utiliza para el armado de las alpargatas! No la suela si no las telas
Hola MK especial , se refiere al ethil methil acetato ??
Duda: el material SEBS, en que categoria se puede incluir en la tabla de materiales y procesos de pegado??
Gracias
Que pegamento debo utilizar para un buen pegado de cuero con planta expansor o que marca de pegamento o reactivados la planta expansor se limpia antes del pegado o no y si se limpia con cuál disolvente debería limpiarlo para el pegado
iofjeiorfer
Hola buenas noches…..pregunta tengo un suelin de caucho a lo cual lo lije le puse halógenante y después de 15 min le puse PU-50 ahora con la goma Eva debo hacer lo mismo? Lijado primer con eurodur y luego de 15 minutos PU-50 estoy en cierto????…..ahora viene el problema se despegan en que debo fallar? Nunca me pasó siempre lo trabaje así y funcionó menos ahora…..gracias
Hola,es lo mismo utilizar Isoflex,o tiene que ser Isopol, y cual es la diferencia, porque Ud hace siempre referencia a la Isopol,gracias.
Saludos
El tpu es necesario lijarlo y lavarlo, o solo lavarlo??? gracias
Como pegar suelas pvc ,necesito saber como hacer un pegado muy resistente
Para las sandalias q pegamento se usa para pegar la suela con la chinela
¡Ηоlа!
Quіzáѕ mі menѕаϳe eѕ dеmaѕiаdo еѕpecíficо.
Pеro mі hermana mауоr encontró un hоmbre maravіlloѕo аԛuí у tіenen una grаn rеlaсіón, pеrо ¿у уo?
Tengо 25 аños, Christina, de la Reрúbliсa Chеса, tаmbién ѕé іnglés.
Y… mejor deсirlo de inmediato. Soу bіѕeхual. Νo estoу cеloѕo de оtrа muϳеr… еsреcіalmеnte si hасеmоs el аmor juntоѕ.
¡Ah, sí, coсіno muу rісoǃ у me encantа no solо coсіnаr ;))
Ѕoy unа chica rеаl у buѕco unа rеlаcіón ѕeriа y cаlіеntе…
De todоs mоdоs, puеdes еncоntrar mi реrfil аquí: http://pebudtiosoy.ga/usr-70603/
Your site radiates inspiration like a cutting-edge IBM tech conference! You’d be a wonderful fit for their innovation team!
I hope my site feels like a warm hug when you visit :: Copper scrap analysis
Keep the faith, buddy
Buenos días
Quería saber si hay alguna manera casera para hacer el proceso de «Reactivar» a 80 grados.
Muchas gracias
Puedes usar un secador de pelo para reactivarlo puedes poner un termometro digital y ver cuando llega a esa temperatura… lo vas a ver como se activa porque se pone con burbujitas
Buen día ! Estoy necesitando conseguir un Adhesivo para los materiales ( polipieles de PVC) me gustaría saber si ustedes tienen algúno que solo se use directamente, osea aplicando en Ambas caras y luego del secado lo pueda adherir con calor sin tener que ponerle nada extra, si llegarán a tenerlo, como lo venden por 5 Litros , 14L o 18 Litros. También si ustedes venden Latex Natural Hidrofugado bajo en Amonio al 60% . También su fraccionamiento cual sería .
Muchas Gracias Efrain Ruival Artesanos del Cuero .